
Bilder von fertig bearbeiteten Zylinderköpfen
Bei der Optimierung von Kanalformen und -oberflächen nutzen wir die Messergebnisse unserer Flow-Bench. Da sich die Zylinderköpfe je nach Modell stark unterscheiden, können keine "pauschalen" Methoden angewendet werden. So werden z. B. bei stark zerklüfteten Kanälen durch eine in Flussrichtung glasperlgestrahlte Oberfläche häufig bessere Ergebnisse erzielt als dies durch Glätten möglich ist.
Nutzen Sie unsere 25-jährige Erfahrung bei Zylinderkopfbearbeitungen!
Durch die leistungssteigernde Bearbeitung der Zylinderköpfe kölnnen je nach Modell messbar bis zu 10% mehr Leistung erzielt werden.
Die Teile sind nach der Bearbeitung technisch komplett überholt / neuwertig.
Die Zylinderköpfe werden nach den Bearbeitungen kpl. montiert und einbaufertig geliefert, auf Wunsch legen wir alle zur Montage erforderlichen Dichtungen bei.
Gerne liefern wir auch kostenlose Einbauanleitungen mit.
Je nach Saison liegt die Bearbeitungszeit bei ca. 3 - 10 Tagen.


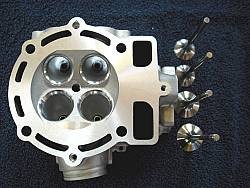
Dieser XT / TT600 - Zylinderkopf präsentiert sich nach unserer Bearbeitung technisch und optisch im Neuzustand.
Zusätzlich werden durch die leistungssteigernde Bearbeitung dieses Zylinderkopfes über 10% mehr Leistung über den gesamten Drehzahlbereich erzielt.

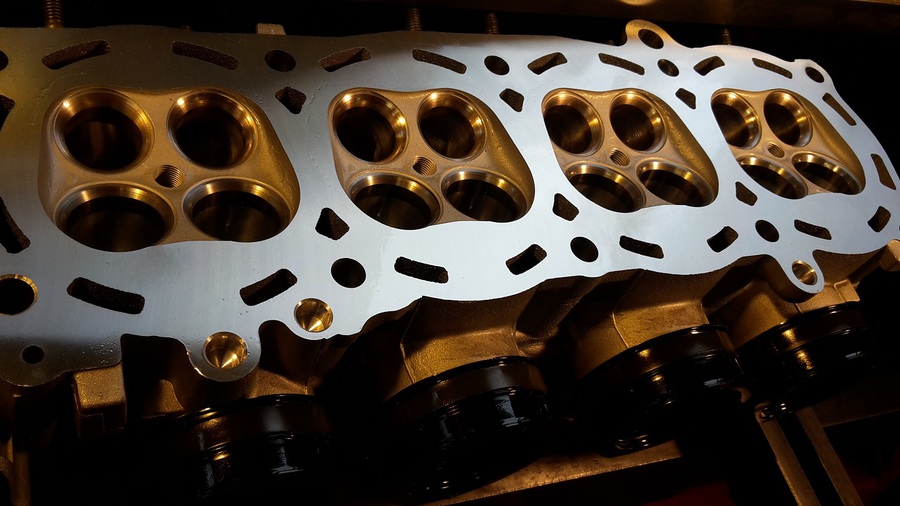
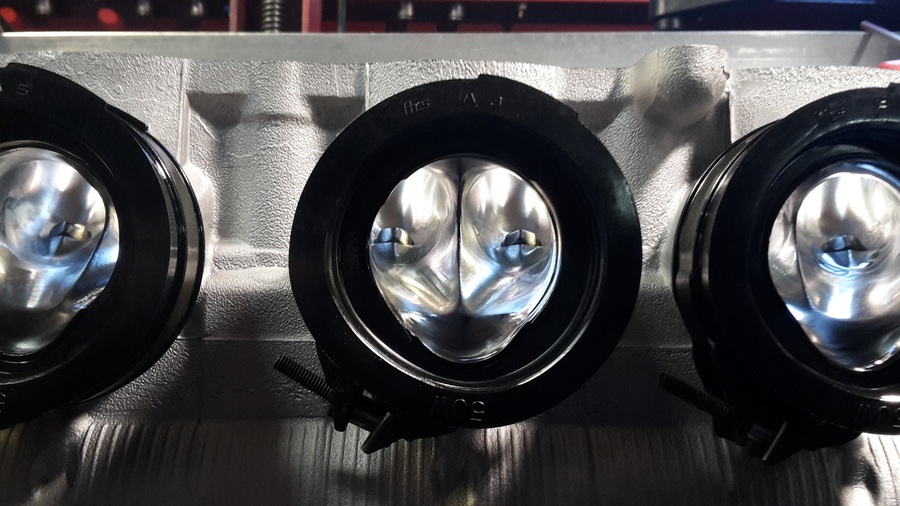
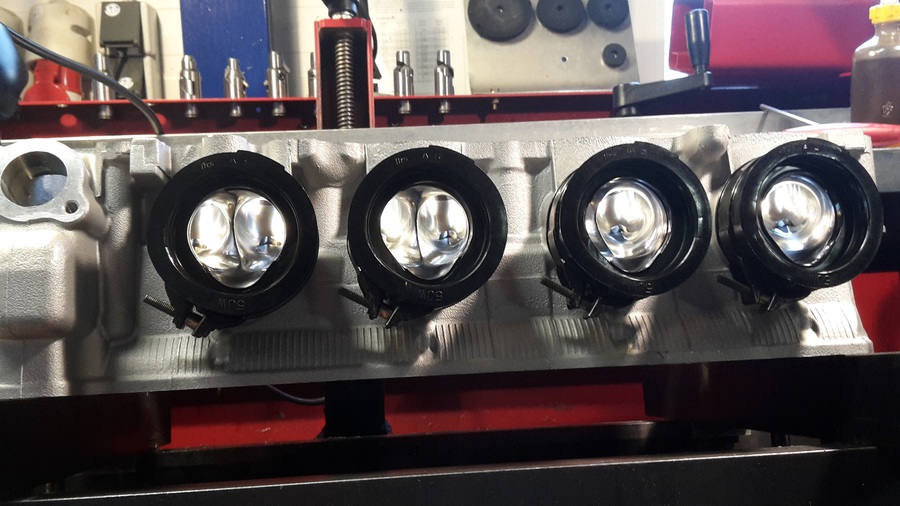
Kawasaki ER6
Isle of man TT-Rennmotorrad,
Einsatz in der Supertwin-Klasse der TT
Der Zylinderkopf wurde dem Einsatz entsprechend für maximale Leistung und hohe Drehzahlen bearbeitet.
Die Ventilsitze wurden im Durchlass maximal erweitert,
die Kanäle passend für die deutlich erweiterten Drosselklappenteile ebenfalls extrem vergrößert.
Durch die bei diesem Kopf verwendeten kleinen Führungen und Sitzbreiten ist hohe Präzision bei der maschinellen Bearbeitung erforderlich.

Die Brennräume wurden nachgearbeitet, angepasst und anschließend - wie auch die Auslasskanäle - für einen bessern thermischen Wirkungsgrad in der Oberfläche poliert
(reduziert die Wärmeaufnahme des Zylinderkopfes).
Die Einlasskanäle wurden nach der Bearbeitung in Flussrichtung glasperlgestrahlt.
Die Ventilteller wurden deutlich schlanker geschliffen.
Nach dem obligatorischen Planschleifen und der Montage aller Komponenten ist der Kopf fertig für gute Ergebnisse und wird in der Saison 2014 vom finnischen Vorjahres-"Rooky of the Year" eingesetzt.

Kawasaki W650
Arbeitsumfang
- Zerlegen, reinigen, glasperlstrahlen,
Rissprüfung
- Ventilsitze auf max. Durchlass ausdrehen
- massive Bearbeitung der Kanäle mit
entsprechender neuer Formgebung und
Vergrößerung
- maschinelles Schleifen der
Ein- und Auslassventilsitzfläche
- maschinelles Fräsen der Ventilsitze mit
Verlagerung der Sitzfläche an den äußeren
Rand der Ventile
- Änderung der Korrekturwinkel
- Fräsen der Dichtfläche
- Montage mit neuen Ventilschaftdichtungen
- Dichtigkeitsprüfung durch Unterdruckmessung
- Messung auf der Strömungsbank
Yamaha FZS 1000
Arbeitsumfang
- Zerlegen, reinigen, glasperlstrahlen,
Rissprüfung
- Ventilsitze auf max. Durchlass ausdrehen
- Kanalbearbeitung, Reduzierung der
Einschnürung im Ansaugbereich
- maschinelles Schleifen der Ein- und
Auslassventile
- Fräsen der Ventilsitze mit Verlagerung der
Sitzfläche an den äußeren Rand der Ventile
- Änderung der Korrekturwinkel
- Feinpolieren der Kanaloberfläche
- Konisches, strömungsgünstigeres Bearbeiten der
Ventilführungen
- Fräsen der Dichtfläche, bei Bohrungs-
änderungen mit Ausdrehen des Brennraumes
- Erneuern der Ventilschaftdichtungen

KTM 690
Arbeitsumfang
- Brennraum glasperlgestrahlt
- zylindrisches Auffräsen der Ventilsitzringe auf
max. Durchlass
- Verlagerung der 45°-Sitzfläche an den
äußersten Rand der Ventile
- Vergrößern der Kanäle
- Oberflächen geglättet
- Dichtfläche gefräst

- Einlassventile am Teller schlanker bearbeitet, poliert und maschinell geschliffen
- Prüfung der Dichtheit durch Unterdruck
- Erneuerung der Ventilschaftdichtungen / ggf. Ventilführungen
- Montage mit neuen Ventilschaftdichtungen
- Dichtigkeitsprüfung durch Unterdruckmessung
- Messung auf der Strömungsbank
KTM EXC / Husaberg
(diese Köpfe neigen zu vorzeitigem Verschleiß der Ventile / Ventilführungen, insbesondere Modelle bis Bj. '06)
Arbeitsumfang
- Zylinderkopf glasperlgestrahlt
- zylindrisches Auffräsen der Ventilsitzringe auf
max. Durchlass
- Kanalbearbeitung mit anschl. Strahlen in
Flußrichtung mit Glasperlen 110/1000
- Austausch der Ventilführungen gegen
verstärkte Führungen aus Grauguß mit
perlitischem Grundgefüge

- dadurch kein frühzeitiger Verschleiß mehr!
- Verwendung von hochfesten, 1mm größeren
Einlassventilen,
kein Einschlagen wie beim Serienmaterial.
- maschinelles Schleifen der Auslassventile
- Erneuerung der Ventilschaftdichtungen
- Durch Fräsen mit Radienstahl den Brennraum
im Ventilbereich geweitet.
- maschinelles Fräsen der Ventilsitze
- Fräsen der Dichtfläche
- Montage mit neuen Ventilschaftdichtungen
- Dichtigkeitsprüfung durch Unterdruckmessung
- Messung auf der Strömungsbank

KTM LC4 bis Bj. '03
Arbeitsumfang
- Zerlegen, reinigen, glasperlstrahlen,
Rissprüfung
- Ansaugflansch auf Vergaserdurchlass
ausdrehen
- Ventilsitze auf max. Durchlass ausdrehen
- massive Bearbeitung der Kanäle mit
entsprechender neuer Formgebung und
Vergrößerung
- maschinelles Schleifen der
Einlassventilsitzfläche

- Verwendung von 32mm Auslassventilen
- maschinelles Fräsen der Ventilsitze mit
Verlagerung der Sitzfläche an den äußeren
Rand der Ventile
- Änderung der Korrekturwinkel
- Feinpolieren der Kanaloberfläche
- Konisches, strömungsgünstigeres Drehen der
Ventilführungen, bei extremen Leistungs-
steigerungen ist die Verwendung von
Führungen aus Guss mit perlitischem
Grundgefüge möglich
- Fräsen der Dichtfläche, bei Bohrungs-
änderungen mit Ausdrehen des Brennraumes
- Montage mit neuen Ventilschaftdichtungen
- Dichtigkeitsprüfung durch Unterdruckmessung
- Messung auf der Strömungsbank

KTM LC4 ab Bj. '03 (High-Flow)
Arbeitsumfang Stufe 1
- Zerlegen, reinigen, glasperlstrahlen,
Rissprüfung
- Ventilsitze auf max. Durchlass ausdrehen
- Kanalbearbeitung, Reduzierung der
Einschnürung im Ansaugbereich
- maschinelles Schleifen der Ein- und
Auslassventile
- Fräsen der Ventilsitze mit Verlagerung der
Sitzfläche an den äußeren Rand der Ventile
- Änderung der Korrekturwinkel
- Feinpolieren der Kanaloberfläche

- Konisches, strömungsgünstigeres Drehen der
Ventilführungen, bei extremen Belastungen ist
alternativ die Verwendung von Guss-
Führungen mit perlitischem Grundgefüge
möglich
- Fräsen der Dichtfläche, bei Bohrungs-
änderungen mit Ausdrehen des Brennraumes
- Erneuern der Ventilschaftdichtungen
Arbeitsumfang Stufe 2
(nur in Verbindung mit 42 oder 45mm Vergaserdurchlass)
- massive Vergrößerung der Kanäle
- Verwendung von hochfesten, extrem leichten
38 und 33mm Ventilen mit 6mm Schäften, in
Verbindung mit Ventilführungen und
geänderten Ventilfedern
- Montage mit neuen Ventilschaftdichtungen
- Dichtigkeitsprüfung durch Unterdruckmessung
- Messung auf der Strömungsbank

Honda FMX / NX / XR600 / XR650L
Arbeitsumfang
- Zerlegen, reinigen, glasperlstrahlen
- zylindrisches Ausdrehen der Ventilsitze auf
maximalen Durchlass
- massives Vergrößern der Kanäle mit
Anpassung an die Sitze, deutliche
Umgestaltung der Kanalform
- Vergrößern / Anpassen des Ansaugflansches
- Bearbeitung der Ventilführungen
- Glätten / Polieren der Einlasskanäle

- maschinelles Fräsen der Ventilsitze mit
Verlagerung der Sitzfläche an den äußeren
Ventilrand
- maschinelles Schleifen der Ventile / Sitzfläche
- Fräsen der Dichtfläche / ggf.
Verdichtungserhöhung je nach verwendetem
Kolben
- Montage mit neuen Ventilschaftdichtungen
- Dichtigkeitsprüfung durch Unterdruckmessung
- Messung auf der Strömungsbank

Honda XR 650R
Arbeitsumfang
- Zerlegen, reinigen, glasperlstrahlen
- zylindrisches Ausdrehen der Ventilsitze auf
maximalen Durchlass
- massives Vergrößern der Kanäle mit
Anpassung an die Sitze, deutliche Umge-
staltung der Kanalform
- Bearbeitung der Ventilführungen
- Strahlen der Kanäle mit Glasperlen 110/1000
in Flußrichtung

- maschinelles Fräsen der Ventilsitze mit
Verlagerung der Sitzfläche an den äußeren
Ventilrand
- maschinelles Schleifen der Ventile / Sitzfläche
- Fräsen der Dichtfläche / ggf.
Verdichtungserhöhung je nach verwendetem
Kolben
- Montage mit neuen Ventilschaftdichtungen
- Dichtigkeitsprüfung durch Unterdruckmessung
- Messung auf der Strömungsbank

Yamaha TTR / TT / XT600 / SRX6
Diese Yamaha-Zylinderköpfe zählen in Bezug auf Verarbeitung und Leistung zu den schlechtesten Motorradzylinderköpfen. Lange, zu enge Kanäle und ungenügend gearbeitete Ventilsitze verhindern im
Serienzustand hohe Leistungen. Entsprechend groß ist bei diesen Köpfen der erzielbare Leistungszuwachs.
Arbeitsumfang
- Zerlegen, reinigen, glasperlstrahlen,
Rissprüfung
- massives, maschinelles Aufdrehen der
Ventilsitze auf max. Durchlass

- massives Vergrößern der Kanäle mit
Anpassung an die Sitze, deutliches Ver-
größern und Umgestalten der Kanäle
- Beabeitung der Ventilführungen
- Anpassen / Vergößern der Ansaugflansche
- Strahlen der Kanäle mit Glasperlen 110/1000
in Flußrichtung
- maschinelles Fräsen der Ventilsitze mit
Verlagerung der Sitzfläche an den äußeren
Rand der Ventile
- maschinelles Schleifen der Ventile / Sitzfläche
- Fräsen der Dichtfläche / des Brennraumes je
nach verwendetem Kolben
- Montage mit neuen Ventilschaftdichtungen
- Dichtigkeitsprüfung durch Unterdruckmessung
- Messung auf der Strömungsbank

Yamaha XTZ 660
Arbeitsumfang
- Zylinderkopf glasperlgestrahlt
- zylindrisches Auffräsen der Ventilsitzringe
- massive Bearbeitung der Kanäle mit
entsprechender neuer Formgebung und
Vergrößerung
- maschinelles Schleifen der Ventile
- maschinelles Fräsen der Ventilsitze mit
Verlagerung der Sitzfläche an den äußeren
Rand der Ventile

- Änderung der Korrekturwinkel
- Feinpolieren der Kanaloberfläche
- Fräsen der Dichtfläche, bei Bohrungs-
änderungen mit Ausdrehen des Brennraumes
- Montage mit neuen Ventilschaftdichtungen
- Dichtigkeitsprüfung durch Unterdruckmessung
- Messung auf der Strömungsbank

Suzuki DRZ 400
Arbeitsumfang
- Zerlegen, reinigen, glasperlstrahlen
- zylindrisches Ausdrehen der Ventilsitze auf
maximalen Durchlass
- Vergrößern der Kanäle mit Anpassung
an die Sitze
- Bearbeitung der Ventilführungen
- Glätten der Kanäle mit anschließender
Oberflächenpolitur

- maschinelles Fräsen der Ventilsitze mit
Verlagerung der Sitzfläche an den äußeren
Rand der Ventile
- maschinelles Schleifen der Ventile / Sitzfläche
- Fräsen der Dichtfläche / ggf.
Verdichtungserhöhung je nach verwendetem
Kolben
- Montage mit neuen Ventilschaftdichtungen
- Dichtigkeitsprüfung durch Unterdruckmessung
- Messung auf der Strömungsbank

Suzuki DR 650
Arbeitsumfang
- Zerlegen, reinigen, glasperlstrahlen
- zylindrisches Ausdrehen der Ventilsitze auf
maximalen Durchlass
- Vergrößern der Kanäle mit Anpassung
an die Sitze
- Bearbeitung der Ventilführungen
- Glätten der Kanäle mit anschließender
Oberflächenpolitur

- maschinelles Fräsen der Ventilsitze mit
Verlagerung der Sitzfläche an den äußeren
Rand der Ventile
- maschinelles Schleifen der Ventile / Sitzfläche
- Fräsen der Dichtfläche / ggf.
Verdichtungserhöhung je nach verwendetem
Kolben
- Montage mit neuen Ventilschaftdichtungen
- Dichtigkeitsprüfung durch Unterdruckmessung
- Messung auf der Strömungsbank

Rotax
Arbeitsumfang
- Zerlegen, reinigen, glasperlstrahlen,
Rissprüfung
- Ansaugflansch auf Vergaserdurchlass
ausdrehen
- Ventilsitze auf max. Durchlass ausdrehen
- massive Bearbeitung der Kanäle mit
entsprechender neuer Formgebung und
Vergrößerung
- maschinelles Schleifen der
Einlassventilsitzfläche
- Verwendung von 32mm Auslassventilen
- maschinelles Fräsen der Ventilsitze mit
Verlagerung der Sitzfläche an den äußeren
Rand der Ventile

- Änderung der Korrekturwinkel
- Feinpolieren der Kanaloberfläche
- Konisches, strömungsgünstigeres Drehen der
Ventilführungen, bei extremen Leistungs-
steigerungen ist die Verwendung von
Führungen aus Guss mit perlitischem
Grundgefüge möglich
- Fräsen der Dichtfläche, bei Bohrungs-
änderungen mit Ausdrehen des Brennraumes
- Montage mit neuen Ventilschaftdichtungen
- Dichtigkeitsprüfung durch Unterdruckmessung
- Messung auf der Strömungsbank

Harley Twin-Cam
Arbeitsumfang
- Zylinderkopf glasperlgestrahlt
- zylindrisches Auffräsen der Ventilsitzringe
- massive Bearbeitung der Kanäle mit
entsprechender neuer Formgebung und
Vergrößerung
- maschinelles Schleifen der Ventile
- maschinelles Fräsen der Ventilsitze mit
Verlagerung der Sitzfläche an den äußeren
Rand der Ventile

- Änderung der Korrekturwinkel
- Feinpolieren der Kanaloberfläche
- Fräsen der Dichtfläche, ggf. mit
Verdichtungserhöhung
- Montage mit neuen Ventilschaftdichtungen
- Dichtigkeitsprüfung durch Unterdruckmessung
- Messung auf der Strömungsbank

Harley S+S
Auch die bereits serienmäßig etwas besseren S+S-Köpfe aus dem Harley-Performance-Programm bieten deutliches Potenzial zur Leistungsverbesserung
Arbeitsumfang
- Zylinderkopf glasperlgestrahlt
- zylindrisches Auffräsen der Ventilsitzringe
- massive Bearbeitung der Kanäle mit
entsprechender neuer Formgebung und
Vergrößerung
- maschinelles Schleifen der Ventile
- maschinelles Fräsen der Ventilsitze mit
Verlagerung der Sitzfläche an den äußeren
Rand der Ventile
- Änderung der Korrekturwinkel
- Feinpolieren der Kanaloberfläche
- Fräsen der Dichtfläche, ggf. mit
Verdichtungserhöhung
- Montage mit neuen Ventilschaftdichtungen
- Dichtigkeitsprüfung durch Unterdruckmessung
- Messung auf der Strömungsbank

Harley Shovelhead
(Zylinderkopfrevision ohne Leistungssteigerung)
Arbeitsumfang
- Ultraschallreinigung
- Glasperlstrahlen
- aufgrund ausgeschlagener Ventilführungs-
Grundbohrungen wurden hier aus hochfestem
Guß mit perlitischem Grundgefüge Ventil-
führungen speziell angefertigt und montiert.
Dieses Material ist qualitativ kein Vergleich
zur minderwertigen Serie!

- maschinelles Fräsen der Ventilsitze, durch
Radienstrahl Freiraum um das Ventil im
Brennraum gefräst (besseres Strömungs-
verhalten)
- maschinelles Schleifen der Ventile an der
Sitzfläche
- Verwendung besserer Schaftdichtungen wie
bei EVO-Modellen (Führungen entsprechend
angefertigt)
- Fräsen der Dichtfläche
- Dichtigkeitsprüfung durch Unterdruckmessung
- Messung auf der Strömungsbank

BMW 4V Boxer
Arbeitsumfang
- Zerlegen, reinigen, glasperlstrahlen
- zylindrisches Ausdrehen der Ventilsitze auf
maximalen Durchlass
- Vergrößern der Kanäle mit Anpassung
an die Sitze
- Bearbeitung der Ventilführungen
- Glätten der Kanäle mit anschließender
Oberflächenpolitur

- maschinelles Fräsen der Ventilsitze mit
Verlagerung der Sitzfläche an den äußeren
Rand der Ventile
- maschinelles Schleifen der Ventile / Sitzfläche
- Fräsen der Dichtfläche / ggf.
Verdichtungserhöhung je nach verwendetem
Kolben
- Montage mit neuen Ventilschaftdichtungen
- Dichtigkeitsprüfung durch Unterdruckmessung
- Messung auf der Strömungsbank

Zündapp 750 ccm
Wehrmachtsgespann Bj. 1938(Komplette, aufwendige Reparatur im Rahmen der Motor-Restauration)
Arbeitsumfang
- Zerlegen, Ultraschallreinigung im Säurebad,
Strahlen mit Edelkorund, anschließend
Sichtstrahlen mit Glasperlen.
- Reiben der völlig ausgeschlagenen Grund-
bohrungen auf 15,95 H7
- Herstellen eines Einsatzes mit 5/100
Überdeckung als Reduzierstück zur
Verwendung von KTM-Ventilführungen und
gleichzeitiger Federaufnahme von Honda-
Ventilfedern.
- Verwendung von TRW-Audi-Ventilen mit
7 mm-Schäften
- Verwendung von speziell abgeänderten
KTM LC4-Ventilfedertellern
- Einbau harter TRW-Ventilsitzringe für
problemlosen Bleifrei-Betrieb
- Anfertigung von Stehbolzen
- Gewindereparaturen durch Gewindebuchsen
- maschinelles Fräsen der Ventilsitze
- Fräsen der Dichtfläche
- Dichtigkeitsprüfung durch Unterdruckmessung
- Messung auf der Strömungsbank
Die bereits 70 Jahre alten Zylinderköpfe wurden dank unserem Know-How technisch auf den heutigen Stand gebracht.

Horex Regina
(Zylinderkopfrestauration)
Arbeitsumfang
- Glasperlstrahlen
- Anfertigung von Ventilführungen aus
hochfestem Material
- Verwendung von Ventilschaftdichtungen
( serienmäßig nicht vorhanden )
- Verwendung schlanker Ventile
aus dem BMW-PKW-Programm

- Leistungssteigernde Bearbeitung der Kanäle,
Erweiterung des Einlass wg. Verwendung
eines größeren Vergasers auf 34mm
- maschinelles Fräsen der Ventilsitze
Der Horex-Zylinderkopf präsentiert sich im optimierten, neuwertigen Zustand.
Durch die Verwendung der modernen, hochfesten Materialien ist dieser dem Serienzustand deutlich überlegen.

Heinkel
(Restauration eines Heinkel 200cm³-Viertakt-Kopfes)
Arbeitsumfang
- Zerlegen, Reinigen, Glasperlstrahlen.
- Anfertigung neuer Ventilführungen
- maschinelles Fräsen der Ventilsitze
- Erneuern der Ventile
- Fräsen der Dichtfläche
- Montage mit Ventilschaftdichtungen

BMW-R23 Baujahr 1939
Arbeitsumfang:
- Zerlegen, glasperlstrahlen, ultraschallreinigen
- Ventile instandsetzen, maschinell schleifen
- Ventilführungen anfertigen und einbauen
- Ventilsitze instandsetzen
- Stehbolzengewinde durch Einbau von Hartmetall-Buchsen instandsetzen
- Planfräsen der Dichtfläche
- Stehbolzen anfertigen
 vorher
vorher
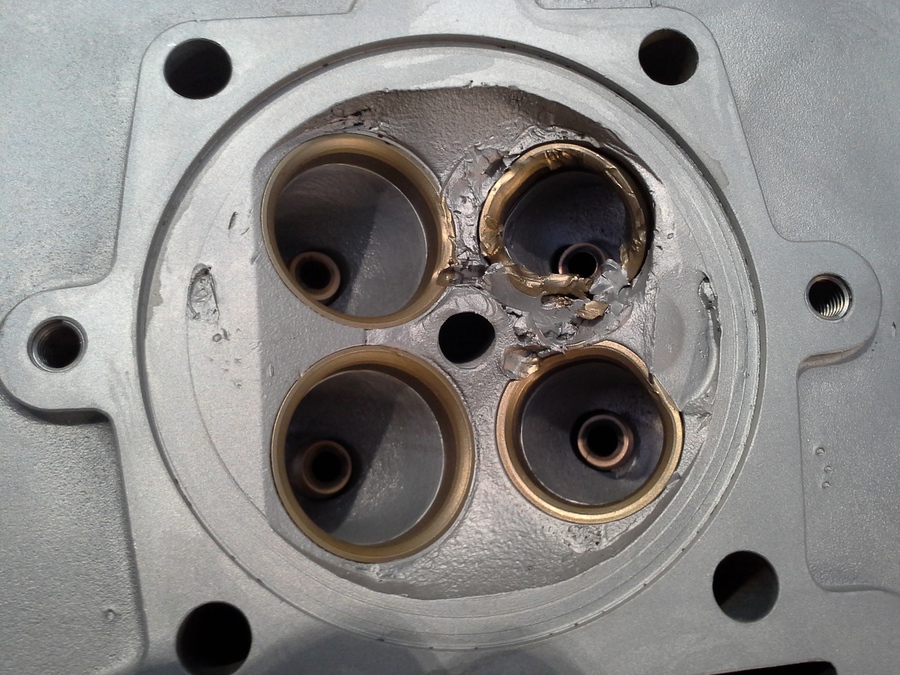
Husqvarna TC 500 - Zylinderkopf (Bj. '83)
Arbeitsumfang:
- Zerlegen, glasperlstrahlen, ultraschallreinigen
- Ventilsitze und beschädigtes MAterial entfernen
- neues Material im Schweißverfahren auftragen
- Fräsen der Grundbohrungen für die Ventile und Führungen

- Nacharbeitung des Brennraums
- Dichtfläche ausdrehen
- Einbau neuer hochfester Ventilführungen, -sitzen und Ventilen

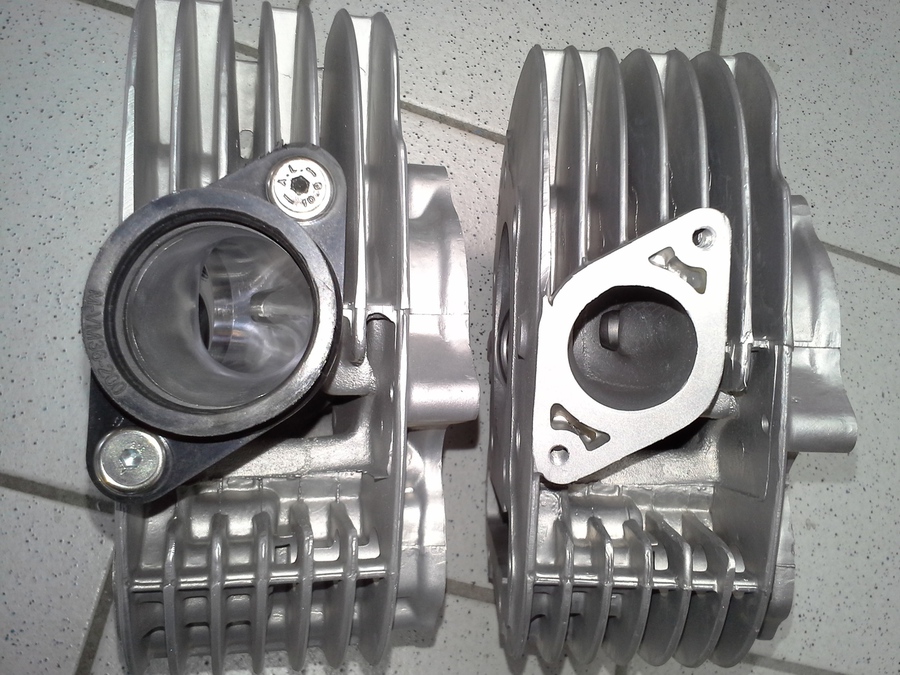
SR / XT 500-Zylinderkopf
Eine „Spezialität des Hauses“ sind unsere Bearbeitungen der alten Zweiventil-Yamaha-Zylinderköpfe.
Diese bearbeiten wir je nach Kundenwunsch als reine Revision bis zur Maximalbearbeitung mit 42mm Eingang, bzw. verschieden große Ventildurchmesser.
Das Beispiel zeigt das Arbeitsaufkommen an SR 500-Köpfen, welche wir auch für einen großen bekannten Yamaha-SR-Zubehörspezialisten bearbeiten.
Der einzelne Kopf ist am Einlass von 36mm auf 42mm aufgespindelt, er läuft im klassischen Rennsport. Zusätzlich wurde ein Adapterflansch gefräst und verstiftet um einen geraden Ansaugweg zu erhalten welcher die Verwendung des hierbei eingesetzten 42mm-Flachschiebervergasers erlaubt.

ABP-Racing
Ralf Welzmüller e. K.
Breitwasenring 32
72135 Dettenhausen
Mail: info@abp-racing.de